Anhui Huilong Group Huilv New Material Technology Co., Ltd. es una subsidiaria de propiedad total de Huilong Co., Ltd. (código de acciones: 002556) bajo la Cooperativa de Suministro y Comercialización de Anhui. La empresa se especializa en la investigación y el desarrollo, fabricación y venta de perfiles de aluminio.
La fábrica cubre una superficie total de 201.333 m², con más de 130.000 m² de espacio edificable. Opera múltiples instalaciones de producción modernas, incluidos talleres de fusión y fundición, extrusión, recubrimiento, anodizado y procesamiento digital, respaldados por un centro profesional de investigación y desarrollo.
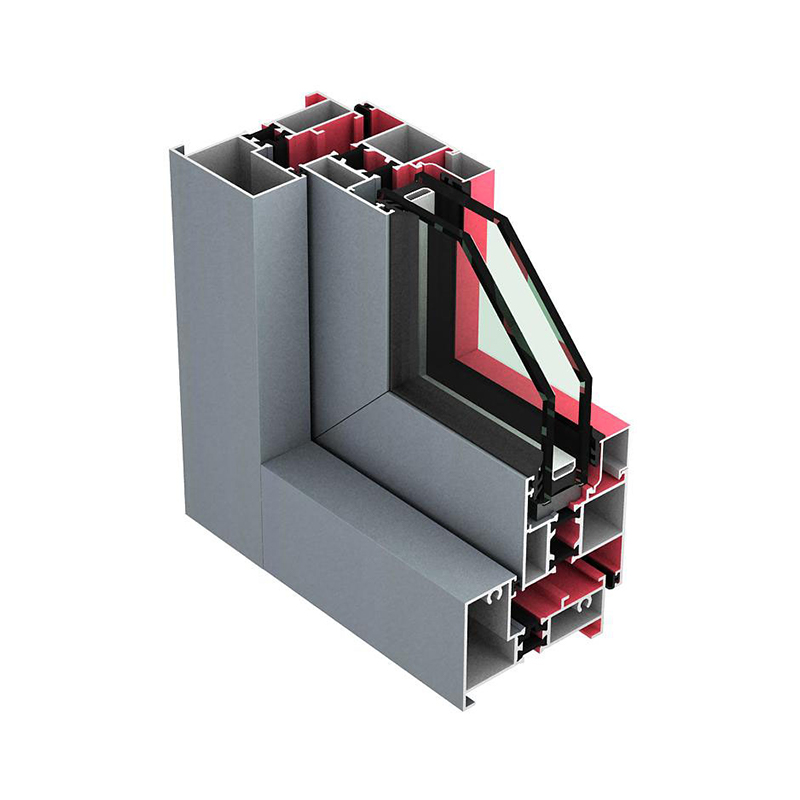
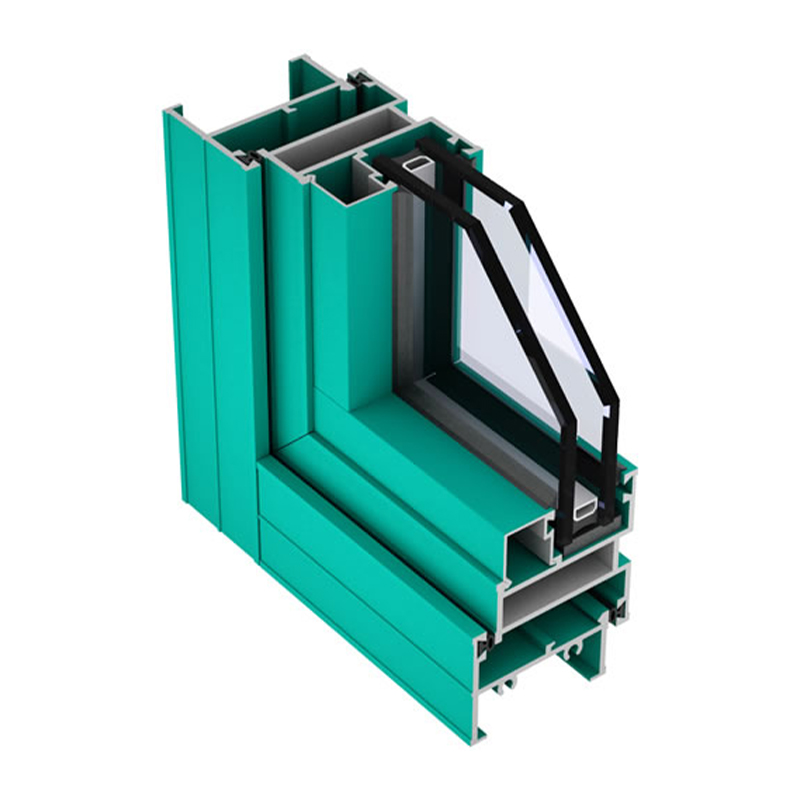
Con más de 100 tecnologías patentadas, la empresa ha establecido una cadena industrial completa. Sus productos son ampliamente utilizados en construcción, fabricación industrial, sistemas fotovoltaicos y aplicaciones ligeras automotrices, cubriendo cinco categorías principales de productos: perfiles arquitectónicos, industriales, fotovoltaicos, automotrices y totalmente personalizados en aluminio.
La empresa presta servicios tanto en el mercado nacional como en el mundial y exporta a varios países y regiones de todo el mundo. Ha sido reconocida como una empresa nacional de alta tecnología y una empresa “Pequeña Gigante”. Con una inversión continua en fabricación avanzada y gestión eficiente, la empresa ofrece soluciones integrales desde el diseño y desarrollo de productos hasta la producción y la entrega.